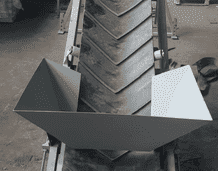
Конвейер ленточный - транспортирующее устройство непрерывного действия с рабочим органом в виде ленты. Ленточный конвейер является наиболее распространённым типом транспортирующих машин, он служит для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. Угол наклона рабочей стороны ленты может меняться в зависимости от свойств и природы перемещаемого груза.
Устройство и технические характеристики конвейера КЛС-650-17
Конвейер представляет собой сборную раму 1 из сварных ферменных секций, на одном конце которой расположен ведущий барабан 2, приводимый в движение мотор-редуктором 3. На другом конце рамы расположен ведомый барабан 4, ось которого опирается на подшипниковые опоры 5, которые перемещаются вращением шпилек 6. Барабаны огибает бесконечная конвейерная лента 7, опирающаяся на верхние желобчатые 8 и плоские нижние роликовые опоры 9. От схода ленту предохраняют верхние 10 и нижние 11 дефлекторные ролики.
Техническая характеристика конвейера представлена в таблице 1.
Таблица 1
|
№п\п |
Наименование параметра |
Величина параметра |
|
1 |
Электродвигатель асинхронный |
АИР 132S4 У2 |
|
|
мощность двигателя |
7,5 кВт |
|
|
синхронная частота вращения |
1450 об/мин |
|
2 |
Редуктор червячный одноступенчатый |
NMRV-S150 |
|
3 |
Габариты |
|
|
|
длина |
16800 мм |
|
|
ширина |
3350 мм |
|
|
высота |
6030 мм |
|
4 |
Масса |
3200 кг |
|
5 |
Лента |
2ЛМ-650-4ТК-200-4/2 |
|
|
ширина |
650 мм |
|
|
скорость ленты max |
1,1 м/сек |
|
6 |
Диаметр барабана приводного (по футеровке) |
426 (442) мм |
|
7 |
Диаметр барабана натяжного |
426 мм |

Рисунок 1 – Конвейер КЛС-650-17
1 – рама, 2 – ведущий барабан, 3 – электродвигатель, 4 – ведомый барабан, 5 – подшипниковая опора, 6 – натяжная шпилька, 7 – лента, 8 – желобчатая опора верхняя, 9 – плоская роликовая нижняя опора, 10 – верхняя дефлекторный ролик, 11 – нижний дефлекторный ролик.
Обслуживание
5.2.1 Следить за свободой вращения верхних и нижних роликовых опор, подшипники, которые заполнены смазкой на весь срок службы и при выходе из строя заменяются. Своевременно очищать поверхности роликов от налипшей смеси грязи и пыли.
5.2.2 Осмотр конвейера, аппаратуры управления, роликов, натяжных и загрузочных устройств, ленты и ее стыков должен производиться ежесменно ответственным лицом.
5.2.3 Ежесменно проверять и при необходимости подтянуть ключами болтовые соединения.
5.2.4 После смены удалить с наружной поверхности ленты и с поверхности нижних роликов 9 остатки транспортируемого материала.
5.2.5 При провисании ленты ослабить гайки и произвести натяжение ленты. При движении ленты перекосом ведомого барабана настроить симметричное положение ленты относительно рамы.
5.2.6 Ежемесячно очищать наружную поверхность редуктора от пыли, проверить уровень масла масломерной иглой или отверстием. При необходимости долить.
5.2.7 Мотор-редукторы стандартно оснащаются синтетической смазкой. Синтетические и минеральные смазочные материалы запрещено смешивать. При изменении марки или сорта смазочного материала редуктор необходимо тщательно промыть. Первая замена масла производится через 100 часов работы. Далее замена масла производится через год.
Меры безопасности
6.1 К работе на конвейере допускаются лица, достигшие 18 лет, а также ознакомившиеся с настоящим «Руководством по эксплуатации». К обслуживанию конвейера допускаются лица, прошедшие специальный инструктаж по устройству и эксплуатации конвейера.
6.2 Подключение электрооборудования к сети должно производиться только после окончания сборочно-монтажных работ.
6.3 При работе конвейера не допускается нахождение посторонних предметов в зоне движения ленты и барабанов конвейера.
6.4 Очистку оборудования от остатков транспортируемого груза, все профилактические и ремонтные работы выполнять только на обесточенном конвейере.
6.5 Элементы рама конвейера и узлы электрооборудования должны быть надежно заземлены. При эксплуатации следует соблюдать общие правила электробезопасности для установок с напряжением до 1000 В.
6.6 За работой конвейера должен осуществляться регулярный надзор с целью своевременного устранения дефектов.
6.7 Перед началом работы на конвейере рабочему необходимо привести в порядок одежду: застегнуть, завязать обшлага рукавов, подобрать свисающие концы, надеть головной убор. Запрещается носить поверх костюма поясные ремни, работать в халатах, платках.
6.8 Движущиеся части конвейера должны быть ограждены в зонах постоянных рабочих мест, связанных с технологическим процессом на конвейере, или по всей трассе конвейера, если имеет место свободный доступ или постоянный проход вблизи конвейера лиц, не связанных с обслуживанием конвейера.
6.9 Ограждения следует изготовлять из металлических листов, сетки и других прочных материалов. В сетчатых ограждениях размер ячейки должен быть выбран таким, чтобы исключался доступ к огражденным частям конвейера.
6.10 На рабочих местах должны быть помещены таблички, поясняющие значения применяемых средств сигнализации и порядок управления конвейером.
6.11 Во время работы не допускается пробуксовка ленты и приводных ремней.
6.12 При пробуксовывании ленты конвейер следует немедленно остановить, выяснить причину и ликвидировать пробуксовывание способами, предусмотренными конструкцией конвейера (увеличение натяжения ленты, увеличение давления прижимного ролика и т. д.).
6.13 Эксплуатацию конвейера необходимо производить в соответствии с общими правилами пожарной и электробезопасности и общими правилами погрузочно-разгрузочные работы (ГОСТ 12.1.004-58 ССБТ. Пожарная безопасность. Общие требования, ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление. Зануление, ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности).
6.14 Ленточный конвейер или конвейерная линия должны быть немедленно остановлены:
- при пробуксовке конвейерной ленты на приводных барабанах;
- при появлении запаха гари, дыма, пламени;
- при ослаблении натяжения конвейерной ленты сверх допустимого;
- при сбегании конвейерной ленты на роликоопорах или барабанах до касания ею неподвижных частей конвейера и других предметов;
- при отсутствии или неисправности ограждающих устройств;
- при неисправных болтовых соединениях, при обнаружении незатянутых болтов;
- при ненормальном стуке и повышенном уровне шума в редукторе привода;
- при забивке транспортируемым материалом перегрузочного узла;
- при отсутствии двух и более роликов на смежных опорах;
- при повреждениях конвейерной ленты и ее стыкового соединения, создающих опасность аварии;
- при нарушении футеровки приводного и прижимного барабанов;
- при заклинивании барабанов.
6.15 Двигатели конвейеров предназначены для работы в следующих условиях:
- высота над уровнем моря не более 1000 м;
- температура окружающей среды от -45˚С до +40˚С;
- относительная влажность 30-95% (не допускается образование конденсата);
- окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию (для электродвигателей взрывозащищённого исполнения
– в соответствие со степенью взрывозащиты);
- содержание пыли в воздухе не более 100 мг/м 3. При работе электродвигателя допускается его нагрев до температуры +90˚С.
ЗАПРЕЩАЕТСЯ:
Работать на конвейере с подвешенной на лебедках и не зафиксированной раме.
6.16 Начинать и останавливать работу конвейера с загруженной лентой.
6.17 Производить сварочные работы без надежного крепления струбциной обратного сварочного кабеля «Земля» непосредственно к свариваемой детали во избежание перегорания соединительных электрокабелей и др. электроаппаратуры.
6.18 Перегружать конвейер.
6.19 Пуск мотор-редуктора без масла.
6.20 Перевозить людей на ленточных конвейерах.
6.21 Хранение горючих жидкостей, смазочных и обтирочных материалов вблизи пусковых устройств конвейера;
6.22 Устранение пробуксовки конвейерной ленты с использованием подсыпки между лентой и барабаном канифоли, битума, песка, транспортируемого и другого материала.